
Dalam Pembuatan keluli moden, sanga jauh lebih daripada sekadar lapisan pelindung yang terapung di atas keluli lebur — ia adalah reaktor kimia reaktif yang mengawal penyingkiran sulfur, penyerapan rangkuman dan pencegahan pengoksidaan semula. Parameter terpenting yang mengawal prestasi sanga ialah keasasan, biasanya dinyatakan sebagai nisbah oksida asas (CaO, MgO) kepada oksida berasid (SiO₂, P₂O₅). Pemahaman yang mendalam tentang kimia sanga membolehkan ahli metalurgi merekayasa sanga yang memaksimumkan penyahsulfuran sambil meminimumkan haus refraktori dan kecacatan berkaitan rangkuman.
Artikel ini meneroka kimia asas sanga Pembuatan keluli, interaksinya dengan aloi penyahoksidaan, dan strategi praktikal untuk mengoptimumkan kebesan merentasi gred keluli dan laluan proses yang berbeza.
Apakah Kebesan Sanga? Menentukan Nisbah CaO/SiO₂
Keasasan (B) paling kerap dinyatakan sebagai nisbah jisim CaO kepada SiO₂ dalam sanga. Nisbah ini menentukan ketersediaan ion oksigen bebas (O²⁻) dalam cair sanga, yang secara langsung memacu tindak balas penyahsulfuran dan penyahfosforan. Sanga dikelaskan sebagai:
- Sanga berasid (B < 1.0): SiO₂ tinggi, CaO rendah. Penyahsulfuran yang lemah, tetapi kurang agresif pada refraktori berasid. Jarang digunakan dalam penapisan senduk moden.
- Sanga neutral (B = 1.0–2.0): Keupayaan penyahsulfuran sederhana. Kadangkala digunakan untuk gred keluli karbon tertentu.
- Sanga asas (B > 2.0): Ketersediaan CaO yang tinggi. Penyahsulfuran dan penyerapan rangkuman yang sangat baik. Standard untuk pengeluaran keluli bersih.
Bagi kebanyakan aplikasi keluli bersih, kebasaan sasaran adalah antara 2.5 hingga 4.5, dengan nilai yang lebih tinggi dikhaskan untuk gred ultra-rendah sulfur (cth., saluran paip, galas dan AHSS automotif).
Tindak Balas Penyahsulfuran: Bagaimana Kebesan Memacu Penyingkiran Sulfur
Sulfur disingkirkan daripada keluli melalui tindak balas sanga-logam. Tindak balas penyahsulfuran keseluruhan boleh ditulis sebagai:
[S] + (O²⁻) → (S²⁻) + [O]
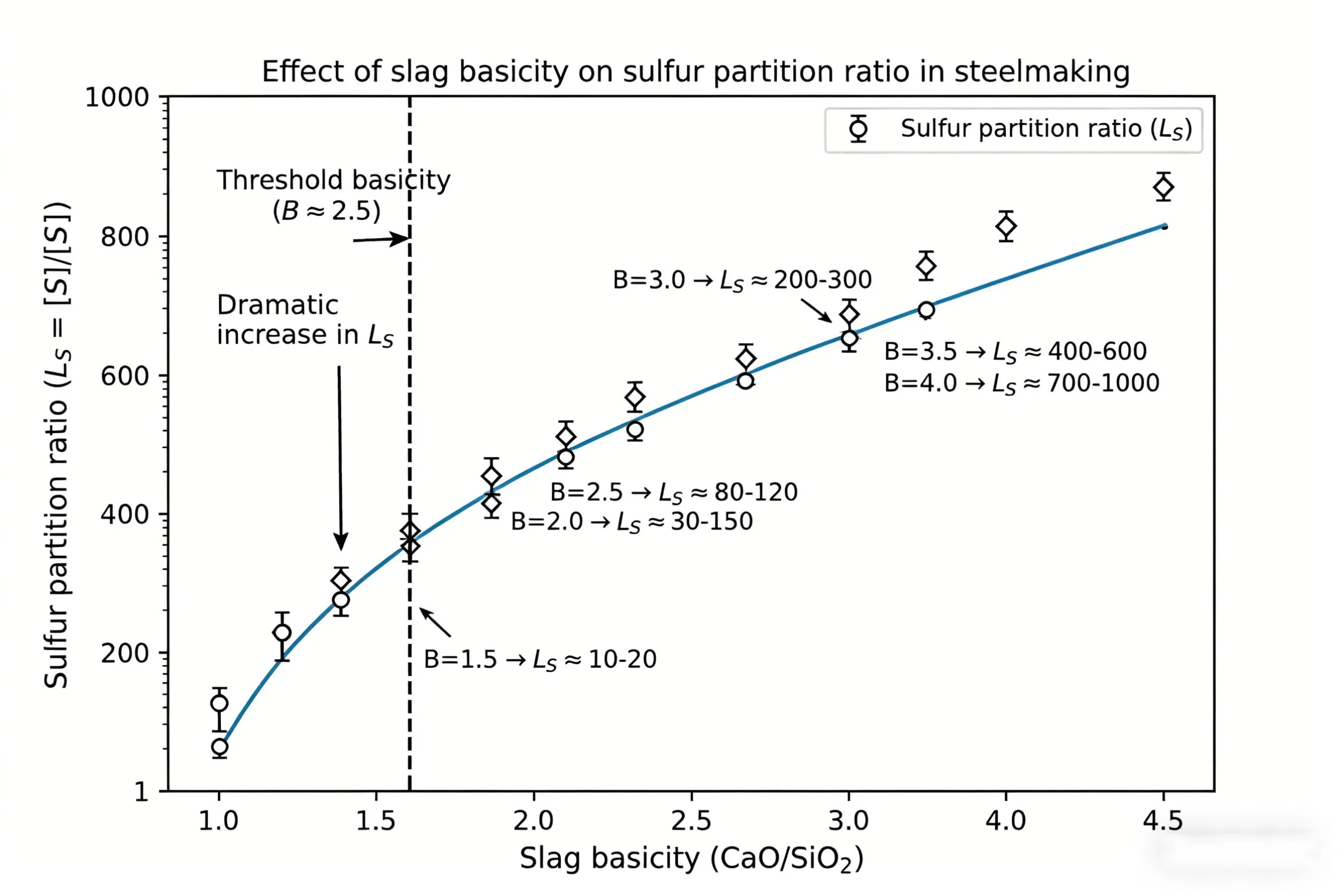
Ion oksigen bebas (O²⁻) dibekalkan oleh oksida asas, terutamanya CaO. Nisbah partisi sulfur (Ls = [%S]sanga / [%S]keluli) meningkat secara eksponen dengan kebesan sanga. Data empirikal menunjukkan:
- Pada B = 1.5, Ls ≈ 20–50 → sulfur akhir 0.015–0.030%
- Pada B = 2.5, Ls ≈ 80–150 → sulfur akhir 0.008–0.015%
- Pada B = 3.5, Ls ≈ 200–400 → sulfur akhir 0.003–0.008%
Walau bagaimanapun, kebesan sahaja tidak mencukupi. Sanga FeO yang rendah (di bawah 1%) dan kebendairan sanga yang tinggi adalah sama pentingnya untuk pengangkutan sulfur yang cepat ke antara muka sanga-logam.
Interaksi Rangkuman Sanga: Menyerap Produk Penyahoksidaan
Apabila penyahoksida seperti aluminium atau silikon-mangan ditambah, ia membentuk rangkuman oksida (Al₂O₃, MnO·SiO₂). Rangkuman ini mesti diserap oleh sanga untuk mengelakkannya daripada terperangkap dalam keluli yang memejal. Keasasan sanga menentukan kapasiti penyerapan rangkuman dan kimia rangkuman yang terhasil.
Penyerapan Alumina (Al₂O₃): Sanga yang sangat berbes (B > 3.0) melarutkan alumina dengan cepat, membentuk kalsium aluminat dalam sanga. Kapasiti penyerapan berikut: Sanga yang kaya dengan CaO boleh menampung sehingga 30–40% Al₂O₃ sebelum tepu, manakala slog berasid cepat menjadi tepu, meninggalkan kemasukan alumina dalam keluli.
Untuk Penyahoksidaan silikon-mangan: Rangkuman MnO·SiO₂ yang terhasil adalah cecair dan lebih mudah diserap, tetapi sanga asas masih mengatasi sanga berasid dalam penyingkiran rangkuman keseluruhan. Mengekalkan sanga asas juga menghalang pembalikan sulfur dan fosforus daripada sanga kembali ke dalam keluli.
Mengoptimumkan Keasasan Merentasi Gred Keluli
Gred keluli yang berbeza memerlukan sasaran keasasan sanga yang berbeza. Berikut ialah panduan praktikal:
| Gred Keluli | Kebesan Sasaran (CaO/SiO₂) | Objektif Utama | Sulfur Akhir Lazim (ppm) |
|---|---|---|---|
| Pembinaan / Tetulang | 1.8–2.5 | Penyahsulfuran asas, kecekapan kos | 150–300 |
| Struktur / HSLA | 2.5–3.5 | Kawalan penyahsulfuran + kemasukan yang baik | 50–120 |
| Keluli AHSS / DP automotif | 3.0–4.0 | Rendah S, kemasukan bersih untuk kebolehbentukan | 20–50 |
| Saluran Paip (API X70+) | 3.5–4.5 | S ultra rendah untuk rintangan HIC | <15 |
| Galas / Keluli spring | 3.5–4.5 | Kebersihan maksimum, hayat keletihan | <10 |
Strategi Praktikal untuk Kawalan Keasasan
Mencapai dan mengekalkan keasaman sasaran memerlukan kejuruteraan sanga yang sistematik. Amalan utama termasuk:
- Kawalan pembawaan sanga senduk: Minimumkan pengaliran sanga BOF/EAF semasa penorehan (sasaran < 5 kg/tan). Sanga pengoksidaan dengan FeO yang tinggi akan menggunakan penyahoksida dan mengurangkan kebesan.
- Penambahan sanga atas: Tambahkan kapur (CaO) dan fluks penapisan sintetik untuk mencapai kebesan sasaran. Bagi setiap peningkatan 1% dalam CaO, kebesan meningkat kira-kira 0.3–0.5 unit bergantung pada tahap SiO₂.
- Tambahan aluminium: Penyahoksidaan al mengurangkan sanga FeO dan secara tidak langsung meningkatkan kebesan berkesan dengan menurunkan potensi pengoksidaan.
- Pengoptimuman kecairan: Tambahkan fluorspar (CaF₂) atau alumina untuk melaraskan kelikatan sanga pada kebesan yang tinggi — sanga yang terlalu likat menghalang pemindahan jisim sulfur.
- Pemantauan masa nyata: Gunakan XRF atau penganalisis sanga mudah alih untuk mengesahkan kebesan semasa rawatan senduk; laraskan penambahan kapur dengan sewajarnya.

Pertukaran: Keasasan vs. Kehidupan Refraktori
Sanga yang sangat berbes (B > 4.0) menghakis refraktori senduk MgO-C dan MgO-spinel. Tindak balas kimia: MgO(s) + CaO·SiO₂(l) membentuk silikat magnesium takat lebur rendah, mempercepatkan haus. Untuk mengimbangi jangka hayat refraktori dan prestasi metalurgi:
- Untuk gred rutin, kekalkan B = 2.5–3.0 — penyahsulfuran yang mencukupi dengan haus refraktori sederhana.
- Untuk gred sulfur ultra rendah, gunakan masa rawatan yang singkat dan pertimbangkan sanga tepu MgO (tambah kapur dolomit) untuk mengurangkan pelarutan MgO.
- Sapukan percikan sanga selepas mengetuk untuk menyalut refraktori dengan lapisan asas pelindung.
Kajian Kes: Pengoptimuman Sanga Keluli Saluran Paip
Sebuah kilang keluli yang menghasilkan paip talian API X70 mengalami tahap sulfur yang tidak konsisten (25–60 ppm) dan kegagalan keretakan teraruh hidrogen (HIC) sekali-sekala. Keasasan sanga awal berbeza-beza antara 2.0 dan 3.2 disebabkan oleh penambahan kapur yang tidak konsisten dan pengaliran sanga BOF. Selepas melaksanakan protokol kejuruteraan sanga yang disasarkan — mengehadkan pengaliran kepada 4 kg/tan, menambah 8 kg/tan sanga sintetik CaO tinggi, dan mengekalkan B = 3.8–4.2 — tahap sulfur stabil di bawah 12 ppm. Ujian HIC lulus dengan sifar retakan, dan jangka hayat refraktori hanya menurun sebanyak 8%, satu pertukaran yang boleh diterima untuk penambahbaikan kualiti.
Pengoptimuman kebesan sanga bukan sekadar latihan kimia — ia adalah tuas strategik menghubungkan amalan Penyahoksidaan, kejuruteraan rangkuman, penyingkiran sulfur dan pengurusan refraktori. Dengan memahami interaksi antara nisbah CaO/SiO₂, pembahagian sulfur dan penyerapan rangkuman, pembuat keluli boleh menghasilkan keluli yang lebih bersih, lebih kukuh dan lebih andal secara konsisten. Bright Alloys menyediakan bahan tambahan ferosilikon, silikon-mangan dan sanga sintetik berketulenan tinggi untuk menyokong setiap aspek metalurgi senduk moden.